
Trong gia công kim loại tấm, bào rãnh V không phải là công nghệ mới. Những doanh nghiệp đã làm việc lâu năm với inox, thép tấm hoặc nhôm đều hiểu rằng nếu muốn đường gấp sắc, chuẩn góc và ít biến dạng, việc xử lý rãnh trước khi chấn gần như là bước bắt buộc.
Tuy nhiên, khi đưa vào sản xuất thực tế, bào rãnh V không chỉ đơn giản là “tạo một đường rãnh rồi gấp”. Độ sâu rãnh, khoảng cách rãnh, loại vật liệu, phương pháp chấn… đều ảnh hưởng trực tiếp đến chất lượng thành phẩm. Vì vậy, với những đơn vị đã có kinh nghiệm trong ngành, điều quan trọng không phải là có bào rãnh hay không, mà là bào rãnh như thế nào cho đúng kỹ thuật và ổn định lâu dài.
Bào Rãnh V Thực Chất Là Gì Trong Quy Trình Gia Công?
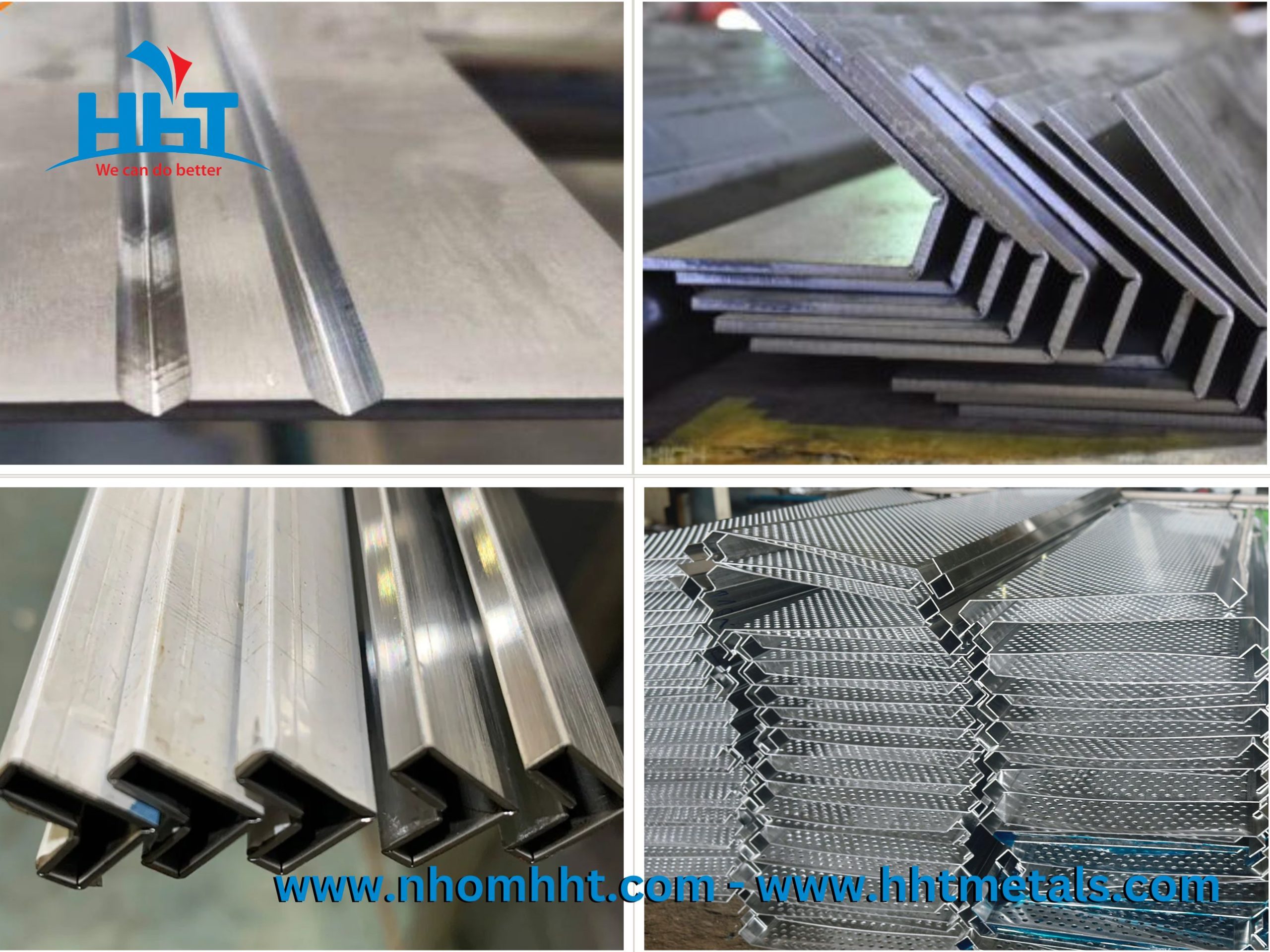
Bào rãnh V là quá trình cắt giảm một phần độ dày vật liệu theo dạng chữ V tại vị trí cần gấp. Mục đích chính là:
- Giảm lực chấn khi gấp kim loại
- Kiểm soát góc gấp chính xác
- Hạn chế hiện tượng phồng hoặc nứt bề mặt
- Tạo cạnh gấp sắc và thẩm mỹ hơn
Trong nhiều trường hợp, đặc biệt với inox hoặc thép dày, nếu chỉ chấn trực tiếp mà không bào rãnh V, vật liệu sẽ có xu hướng:
- Bị bo tròn ở góc gấp
- Xuất hiện biến dạng bề mặt
- Sai lệch góc sau khi chấn
Đó là lý do tại sao các sản phẩm yêu cầu độ hoàn thiện cao như tủ điện, vỏ máy, vách trang trí inox, mặt dựng kim loại thường sử dụng phương pháp này.
Xem thêm: Cách chọn vật liệu kim loại phù hợp nhu cầu trong cuộc sống
Điều Người Làm Nghề Quan Tâm Khi Bào Rãnh V
Với những đơn vị đã quen làm việc với kim loại tấm, có vài yếu tố luôn được cân nhắc trước khi quyết định bào rãnh V.
Độ sâu rãnh
Đây là yếu tố ảnh hưởng trực tiếp đến độ bền và góc gấp. Trong thực tế, rãnh thường được bào sao cho phần vật liệu còn lại khoảng 0.3 – 0.8 mm, tùy vào:
- Độ dày tấm
- Loại vật liệu
- Góc chấn mong muốn
Nếu rãnh quá sâu, vật liệu sau khi gấp có thể yếu hoặc dễ nứt khi chịu lực. Ngược lại, rãnh quá nông sẽ khiến lực chấn tăng lên đáng kể.
Khoảng cách từ rãnh đến mép
Đối với các chi tiết nhỏ hoặc có nhiều đường gấp, việc bố trí rãnh cần được tính toán để tránh:
- Biến dạng chi tiết
- Sai lệch kích thước sau khi gấp
- Khó khăn khi lắp ráp
Những sai số nhỏ ở bước này có thể khiến cả chi tiết phải gia công lại.
Chất lượng bề mặt rãnh
Một vấn đề khá phổ biến là rãnh bị xước hoặc không đều, đặc biệt khi dao bào không sắc hoặc máy vận hành không ổn định. Điều này ảnh hưởng trực tiếp đến:
- Độ chính xác khi gấp
- Tính thẩm mỹ của sản phẩm
- Độ bền tại vị trí gấp
Vì vậy, nhiều đơn vị hiện nay ưu tiên sử dụng máy bào rãnh CNC để kiểm soát tốt hơn quá trình gia công.
>>> Xem Video công đoạn Bào rãnh V tại HHT Metals
Khi Nào Nên Sử Dụng Phương Pháp Bào Rãnh V?
Không phải chi tiết nào cũng cần bào rãnh V. Trong thực tế sản xuất, phương pháp này thường được áp dụng trong các trường hợp sau:
1. Vật liệu dày nhưng yêu cầu góc gấp sắc
Ví dụ: inox 2–3 mm dùng cho vỏ thiết bị hoặc chi tiết trang trí. Nếu chấn trực tiếp, góc gấp thường không đạt độ sắc mong muốn.
2. Sản phẩm yêu cầu thẩm mỹ cao
Các chi tiết như:
- Vách trang trí inox
- Thanh nẹp kim loại
- Ốp cột inox
- Nội thất kim loại
thường cần đường gấp rất gọn và đều.
3. Chi tiết có nhiều đường gấp liên tiếp
Trong những thiết kế phức tạp, bào rãnh V giúp kiểm soát biến dạng tốt hơn khi chấn nhiều lần.

Một Số Kinh Nghiệm Thực Tế Trong Gia Công Bào Rãnh V
Những đơn vị đã làm việc lâu năm với kim loại tấm thường rút ra vài kinh nghiệm khá rõ ràng.
Thứ nhất, không nên bào quá sâu chỉ để dễ gấp.
Điều này có thể khiến chi tiết yếu đi và giảm tuổi thọ sản phẩm.
Thứ hai, nên kiểm tra thử trên mẫu trước khi sản xuất hàng loạt.
Mỗi loại vật liệu có đặc tính khác nhau, đặc biệt là inox hoặc hợp kim nhôm.
Thứ ba, cần đảm bảo độ ổn định của máy bào.
Sai số nhỏ trong quá trình bào rãnh có thể khiến góc gấp lệch đáng kể.

Bào Rãnh V – Công Đoạn Nhỏ Nhưng Ảnh Hưởng Lớn
Trong toàn bộ quy trình gia công kim loại tấm, bào rãnh V chỉ là một bước nhỏ. Tuy nhiên, bước này lại ảnh hưởng trực tiếp đến:
- Chất lượng đường gấp
- Độ chính xác của chi tiết
- Tính thẩm mỹ của sản phẩm
- Hiệu quả khi lắp ráp
Với những doanh nghiệp đã có kinh nghiệm trong ngành, việc lựa chọn đơn vị gia công bào rãnh V ổn định và chính xác sẽ giúp tiết kiệm nhiều thời gian chỉnh sửa về sau.
Trong thực tế sản xuất, đôi khi chỉ cần một đường rãnh được xử lý đúng kỹ thuật, toàn bộ quá trình chấn và lắp ráp phía sau sẽ trở nên đơn giản hơn rất nhiều.