
 English
English 日本語
日本語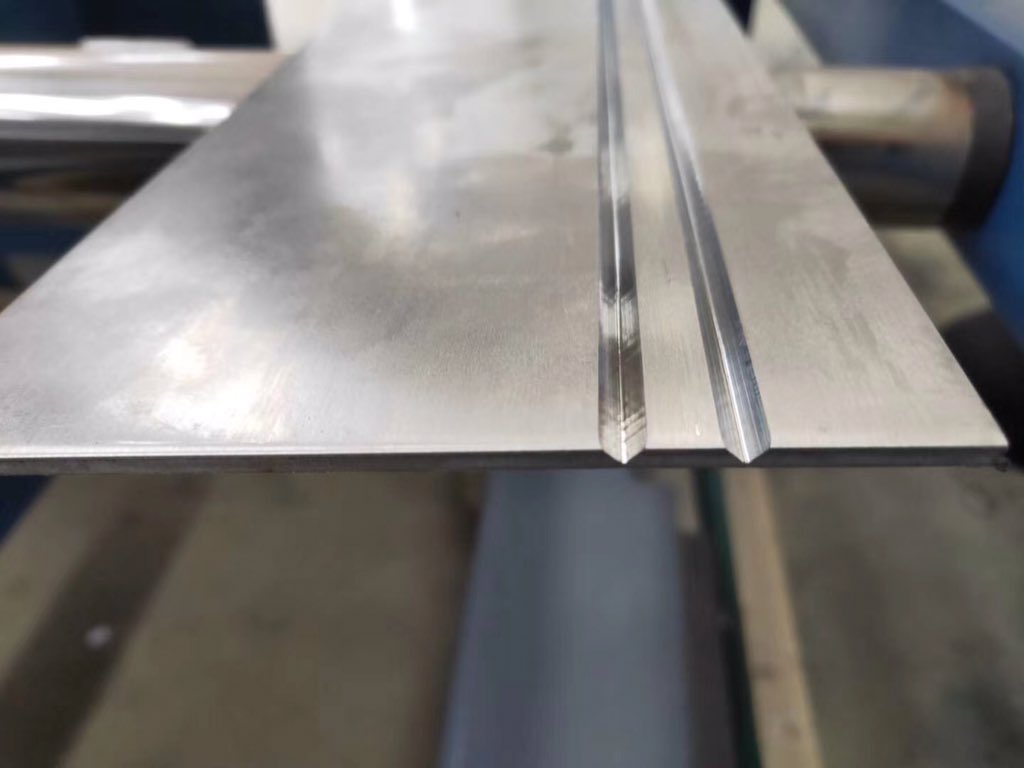
Bào rãnh V / soi rãnh kim loại là một trong những kỹ thuật quan trọng trong gia công kim loại hiện đại, là phương pháp gia công cơ khí chính xác, cắt gọt để tạo các đường rãnh có hình dạng chữ V trên bề mặt kim loại. Không chỉ mang lại độ chính xác cao và thẩm mỹ, nó còn giúp tối ưu hóa quy trình sản xuất, giảm thiểu chi phí và thời gian.
Bào rãnh V/ Soi rãnh kim loại dùng để làm gì ?
Bào rãnh V/ Soi rãnh kim loại được ứng dụng rộng rãi trong nhiều ngành công nghiệp khác nhau như cơ khí, xây dựng, và điện tử. Quy trình này chủ yếu áp dụng cho các tấm kim loại để tạo hình dáng góc cạnh, nói một cách đơn giản, đó là áp dụng phương pháp tạo rãnh chữ V (hoặc cắt chữ V) trên tấm kim loại như: Inox, Nhôm, Sắt hay Đồng trước, sau khi chấn (uốn) tạo hình tấm kim loại có rãnh thành nhiều góc và hình dạng khác nhau trên máy chấn CNC.
Quy trình bào rãnh V/ soi rãnh kim loại tại xưởng HHT Metals
– Tấm kim loại được cố định bằng kẹp và vật liệu kim loại trên máy chuyển động bị cắt bằng cách sử dụng chuyển động cơ học của lưỡi cắt rãnh V để tạo thành rãnh V .
– Kích thước của góc uốn liên quan đến độ sâu của rãnh chữ V. Góc uốn càng nhỏ thì chiều sâu rãnh chữ V cần tạo rãnh càng lớn.
– Chiều dài của tấm kim loại để bào rãnh chữ V là: 2500mm, 3200mm, 4000mm, 5000mm, 6000mm
– Chiều rộng gia công của tấm kim loại chủ yếu là: 1250mm, 1500mm, 2200mm, 2400mm.
– Vật liệu soi bào rãnh: Inox Tấm, Nhôm Tấm, Đồng Tấm, Tôn Tấm
Xem nhanh video gia công bào rãnh v kim loại tại xưởng HHT 👇👇
Ưu điểm của phương pháp bào rãnh V
– Quy trình bào rãnh V sử dụng công nghệ hiện đại, bán kính uống cong nhỏ, đảm bảo từng chi tiết đạt độ chính xác cao.
– Giảm thiểu sai sót trong quá trình gia công chấn gấp CNC theo yêu cầu một cách mượt mà.
– Với máy móc tự động hóa, quá trình gia công diễn ra nhanh chóng, giảm lực khi chấn, giúp đẩy nhanh tiến độ sản xuất.
– Các rãnh sắc nét giúp sản phẩm kim loại có vẻ ngoài đẹp mắt và thu hút hơn.
– Gia công bào rãnh với chi phí hợp lý, giúp tiết kiệm cho các dự án từ nhỏ đến lớn.
– Ứng dụng đa dạng: Rãnh V được sử dụng rộng rãi trong các ngành kiến trúc, nội thất, quảng cáo, và cơ khí.
Vì các ưu điểm như trên nên Phương pháp bào rãnh V hay chấn gấp V được sử dụng để tạo ra các sản phẩm dùng cho trang trí trong khách sạn, nhà hàng, trung tâm mua sắm, sân bay….
>> Xem thêm: Gia công bào rãnh V/ Soi rãnh kim loại giá rẻ